
DA
Alt hvad du behøver at vide om klippeværktøjer i wolframcarbid
Industri nyheder-Wolframcarbid bjergboreværktøjer er rygraden i moderne boreoperationer inden for minedrift, byggeri, stenbrud og geoteknisk arbejde. Uanset om du sprænger gennem granit i en åben mine eller forankrer fundamenter i hård kalksten, afhænger dit bors ydeevne næsten udelukkende af kvaliteten og designet af hårdmetalværktøjet ved skærefladen. Denne vejledning nedbryder alt det praktiske, du har brug for at vide - fra hvordan disse værktøjer fungerer til hvordan du vælger det rigtige og holder det kørende længere.
Hvad gør wolframcarbid til det rigtige materiale til klippeboring
Wolframcarbid (WC) er et kompositmateriale fremstillet ved sintring af wolframcarbidpartikler med et metallisk bindemiddel - oftest kobolt. Resultatet er et usædvanligt hårdt materiale med en Vickers-hårdhed, der spænder fra 1.400 til 1.800 HV, hvilket gør det langt hårdere end stål, mens det stadig bevarer tilstrækkelig sejhed til at absorbere de gentagne stødbelastninger, som klippeboring kræver.
Det, der adskiller wolframcarbid fra andre hårde materialer, er dets kombination af egenskaber. Ren keramik er hårdere, men for skørt til perkussiv boring. Værktøjsstål er hårdere, men slides alt for hurtigt mod slibende sten. Hårdmetal opnår den balance, som praktisk boring kræver: det modstår slibende slid, håndterer trykbelastning godt og kan præcisionsslibes til specifikke geometrier, der passer til forskellige stentyper og boremetoder.
Koboltbindemiddelindholdet er en af de vigtigste variabler i carbidformulering. En højere koboltprocent (12-16%) øger sejheden og slagfastheden, hvilket gør den velegnet til sprækket eller heterogen bjergart. Et lavere koboltindhold (6-8%) giver en hårdere, mere slidstærk kvalitet velegnet til homogene, stærkt slibende formationer som kvartsit eller sandsten. At vælge den forkerte karakter til din formation er en almindelig årsag til for tidlig værktøjsfejl.
Hovedtyper af wolframcarbid stenboreværktøjer
Udtrykket "wolframcarbid klippeboreværktøj" dækker over en bred familie af produkter. At forstå den specifikke værktøjstype til din applikation er det første skridt mod effektiv boring.
Knap bits
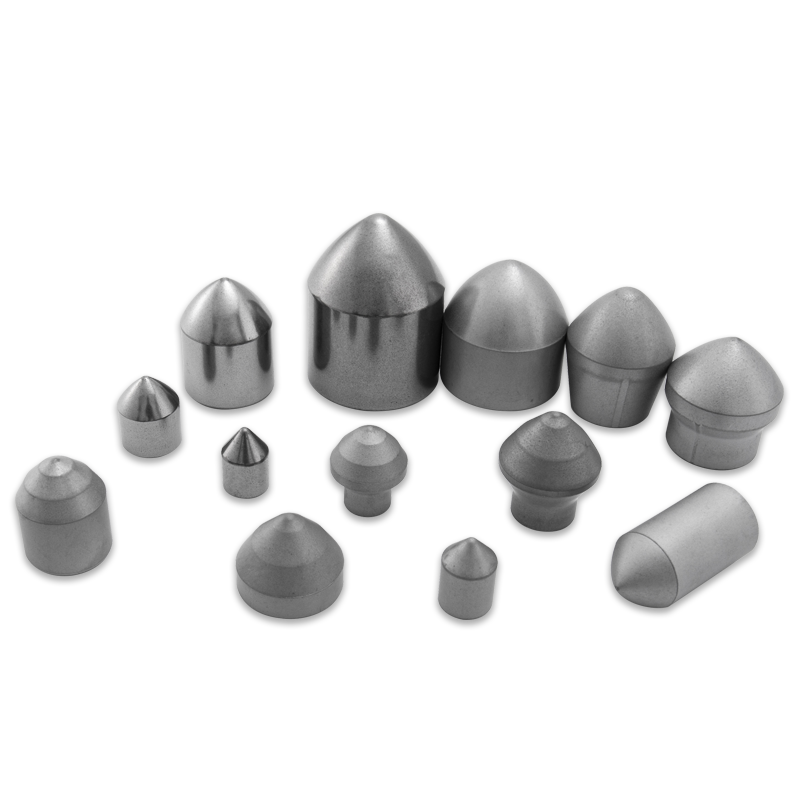
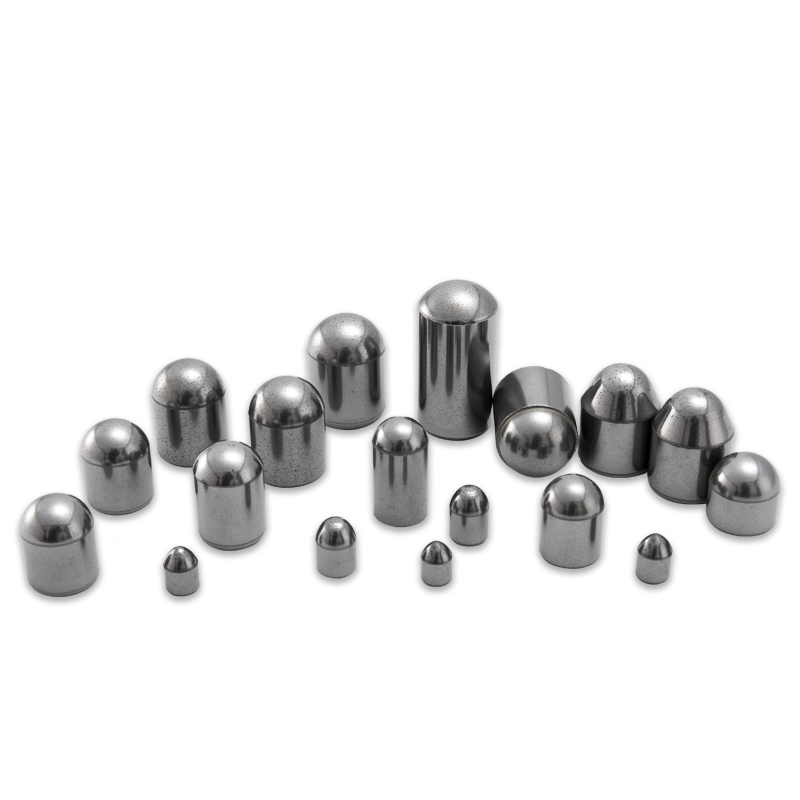
Knapbor er det mest udbredte hårdmetalboreværktøj i overflade- og underjordisk minedrift. Kugleformede eller ballistisk formede hårdmetalskær er pressemonteret i et stållegeme i et mønster designet til at dække hele borefladen. Knapbor bruges i roterende perkussive boresystemer og fås i fladflade, konvekse (kuppel) og konkave konfigurationer, hver egnet til forskellige klippeforhold.
- Kugleformede knapper: Bedst til hård, slibende sten; maksimal slidstyrke.
- Ballistiske (parabolske) knapper: Bedre gennemtrængningshastighed i medium hård rock; anbefales, hvor ROP er en prioritet.
- Æggeformede knapper: Et kompromis mellem ballistiske og sfæriske, almindeligt i formationer med blandet hårdhed.
Cross Bits og X-Bits
Krydsbits har fire hårdmetalvinger arrangeret i et kryds- eller X-mønster loddet ind i et stållegeme. De bruges almindeligvis til let slagboring, såsom jackleg-boring og drifter-boring i blødere til mellemhårde sten. Tværbits er nemmere at fremstille og genslibe, hvilket gør dem økonomiske til applikationer, hvor dannelsesbetingelserne er relativt ensartede. De slides dog hurtigere end knapbits i stærkt slibende formationer.
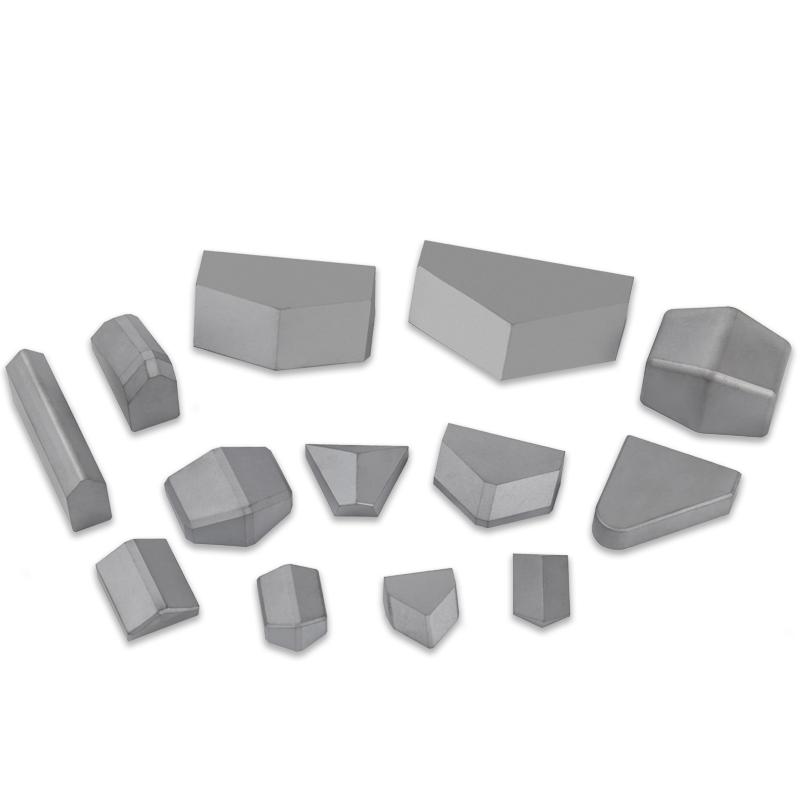
Mejsel bits
Mejselbits bruger et enkelt hårdmetalskær eller loddet hårdmetalstrimmel i en lineær skærekonfiguration. De bruges primært til håndholdte slagbor med mindre diameter, konstruktionsankerboring og sekundær brud. Deres enkle geometri gør dem billige og nemme at skærpe, selvom de er begrænset til blødere sten og mindre huldiametre.
Tricone rullebits med hårdmetal indsatser
Ved rotationsboring til store sprængningshuller og olie- og gasapplikationer bruger tricone-bits wolframcarbidindsatser, der er presset ind i ståltænderne på roterende kegler. Efterhånden som keglerne ruller hen over klippefladen, knuser og fliser skærene formationen. Skærgeometrien spænder fra stumpe halvkugleformede former for hård sten til aflange mejselformer til bløde formationer. Disse er dyre værktøjer, men tilbyder fremragende gennemtrængningshastigheder i roterende applikationer med stor diameter.
DTH (Down-The-Hole) Hammer Bits
DTH-bits er en specialiseret type knapbor, der er designet til brug med hammersystemer, hvor slagmekanismen bevæger sig ned i borestrengen og rammer boret direkte mod klippefladen. Dette minimerer energitab og gør DTH-boring exceptionelt effektiv til dybe huller og hårde sten. Hårdmetalknaplayoutet og fladegeometrien af DTH-bits er konstrueret specifikt til de højfrekvente, højenergipåvirkninger af hammerdrift.
Sådan vælger du det rigtige hårdmetalklippeboreværktøj
Valg af det rigtige wolframkarbidboreværktøj involverer at matche værktøjets egenskaber til fire nøglevariabler: stentype, boremetode, huldiameter og driftsforhold. At få dette match rigtigt påvirker direkte gennemtrængningshastigheden, værktøjets levetid og omkostningerne pr. boret meter.
| Klippetype | Anbefalet værktøjstype | Karbid kvalitet |
| Blød (kalksten, kul, skifer) | Mejselbid eller krydsbit | Høj kobolt (hård kvalitet) |
| Medium (granit, basalt) | Knapbit (ballistiske indsatser) | Mellem kobolt (afbalanceret kvalitet) |
| Hård og slibende (kvartsit, chert) | Knapbit (sfæriske indsatser) eller DTH-bit | Lavt koboltindhold (slidbestandig kvalitet) |
| Brudt/variabel dannelse | Krydsbit eller robust knapbit | Høj kobolt (slagfast) |
| Roterende dybt hul (stor diameter) | Tricone rullebit med hårdmetal indsatser | Matchet til formationens hårdhed |
Ud over bjergarten skal du overveje det boresystem, der er i brug. Roterende perkussiv boring (tophammer) fungerer bedst med standard knapbits i dybder op til 30-40 meter. DTH-systemer tager over for dybere huller, hvor energitransmission gennem lange stangstrenge ellers ville reducere effektiviteten. Rent roterende systemer kræver indsatsbits eller trækbits afhængigt af formationens trykstyrke.

Nøglekvalitetsindikatorer ved evaluering af hårdmetalboreværktøj
Ikke alle wolframcarbid klippeboreværktøj er skabt lige. Når man sammenligner produkter fra forskellige producenter eller køber nyt værktøj, er disse kvalitetsindikatorer, der betyder mest:
- Karbidkornstørrelse: Finkornet carbid (sub-mikron) giver højere hårdhed og slidstyrke. Grovere kornstrukturer forbedrer sejheden, men ofrer slidstyrken.
- Indsæt prespasningstolerance: For knapbits er interferenspasningen mellem indsats og stålhus kritisk. En løs pasform forårsager skærtab; en alt for stram pasform forårsager revner i hårdmetal under presning.
- Stål kropskvalitet: Borestålkroppen skal være sej nok til at modstå udmattelsesrevner ved gentagne stød. Lavlegeret stål kassehærdet efter bearbejdning udkonkurrerer blødt stållegemer i levetid.
- Indsæt geometri konsistens: Indsatser skal have ensartet geometri og overfladefinish. Uoverensstemmelser i knaphøjde eller -position skaber ujævn belastning på tværs af ansigtet og fremskynder slid på udsatte indsatser.
- Udformning af skyllehul: Tilstrækkelige og velplacerede skyllekanaler i bitfladen er afgørende for at rydde spåner og afkøle hårdmetal. Blokkede eller underdimensionerede skylleporte reducerer gennemtrængningshastigheden og øger varmerelateret hårdmetalnedbrydning.
Sådan forlænger du levetiden for dit hårdmetalboreværktøj
Tungsten carbid klippeboreværktøjer repræsenterer en betydelig del af omkostningerne til boreforbrugsvarer. Disciplineret værktøjsstyring og driftspraksis kan dramatisk forlænge levetiden og reducere omkostningerne pr. meter.
Genslibning af knapbits på skema
Omslibning af knapbit er en af de mest omkostningseffektive metoder inden for hårdmetalværktøjsstyring. Efterhånden som knapper slides, udvikler de flade slidflader på deres toppe, der reducerer gennemtrængningshastigheden og øger energitilførslen pr. boret meter. Genslibning genopretter den originale knapprofil, før slidflader bliver for store. Tommelfingerreglen er at slibe igen, når den flade diameter når 30-40 % af knappens diameter. At vente for længe betyder, at mere hårdmetal skal fjernes pr. genslibningscyklus, hvilket forkorter det samlede antal genslibningscyklusser, før boret trækkes tilbage.
Tilpasning af fødekraft og slagenergi til formation
At køre for stor tilførselskraft eller slagtryk i blødt bjergart er en almindelig årsag til hårdmetal revner og skærtab. Karbiden er designet til at knuse sten gennem stød - hvis indtrængning er for hurtig til, at skærene kan skylles, kan boret bulke og koncentrere belastningen på individuelle skær. Tilpas fremføringen, rotationshastigheden og slagenergien til formationens trykstyrke. De fleste borerigproducenter giver anbefalede driftsparametre for specifikke bjergarter.
Opretholdelse af tilstrækkelig skylning
Utilstrækkelig skylning er ansvarlig for en betydelig del af for tidlige fejl i hårdmetalværktøj. Spåner, der ikke evakueres, pakker sig ind i hulbunden og forårsager genslibning af stenspånerne mod borefladen, hvilket accelererer slid. Til luftskylning skal en minimumslufthastighed i borehullet holdes på 15–20 m/s. Til vand- eller skumskylning skal der sikres tilstrækkelig strømningshastighed til den huldiameter, der bores. Efterse og ryd jævnligt skylleporte på bits - selv delvis blokering reducerer skylleeffektiviteten væsentligt.
Korrekt opbevaring og håndtering
Wolframcarbid er hårdt, men ikke immunt over for skader fra stød. Hvis bits tabes på hårde overflader eller opbevares løst i skraldespande, hvor de banker mod hinanden, forårsager det, at hårdmetalskærene skæres, før de overhovedet er i brug. Opbevar bits lodret i dedikerede stativer eller i beskyttede beholdere med skillevægge. Transport til og fra borefladen i værktøjsposer i stedet for løst i en værktøjskasse.
Almindelige fejltilstande og hvad de fortæller dig
Undersøgelse af slidte eller fejlbehæftede klippeboreværktøjer i wolframcarbid fortæller dig meget om, hvorvidt værktøjsvalg, boreopsætning eller operationel praksis skal ændres. Her er de mest almindelige fejlmønstre og deres årsager:
- Selv fladt slid på alle knapper: Normalt slibende slid - værktøjet blev brugt korrekt. Fortsæt med genslibning.
- Revnede eller knækkede knapper: Indikerer normalt overdreven slagenergi for formationen, forkert karbidkvalitet (for skørt) eller boring i et hulrum eller fejlzone. Overvej at skifte til en hårdere hårdmetalkvalitet.
- Tab af knap (tomme sokkel): Forårsaget af utilstrækkelig pres-pasning, træthedsrevner i stålfatningen eller bulking, der trækker indsatser ud under sideværts kraft. Undersøg stålkroppen for fatningsrevner.
- Ujævnt slid (måleknapper slides hurtigere): Almindelig, når hullet er overdimensioneret, hvilket tillader boret at drive og belaste måleknapperne uforholdsmæssigt. Kontroller justering og stabilisatortilstand.
- Varmekontrol eller overfladerevner på knapper: Indikerer termisk træthed fra utilstrækkelig skylning. Karbiden overophedes, revner fra hurtig temperaturcyklus. Forbedre skylleflowet, og kontroller for blokerede porte.
- Erosion eller udvaskning af stållegeme: Skyllemedie skærer direkte ind i stålet omkring hårdmetalskær. Forårsaget af recirkulerende slibende partikler. Gennemgå skylleportens position og evakuering af stiklinger.
Industriapplikationer, hvor hårdmetalstenboreværktøjer er kritiske
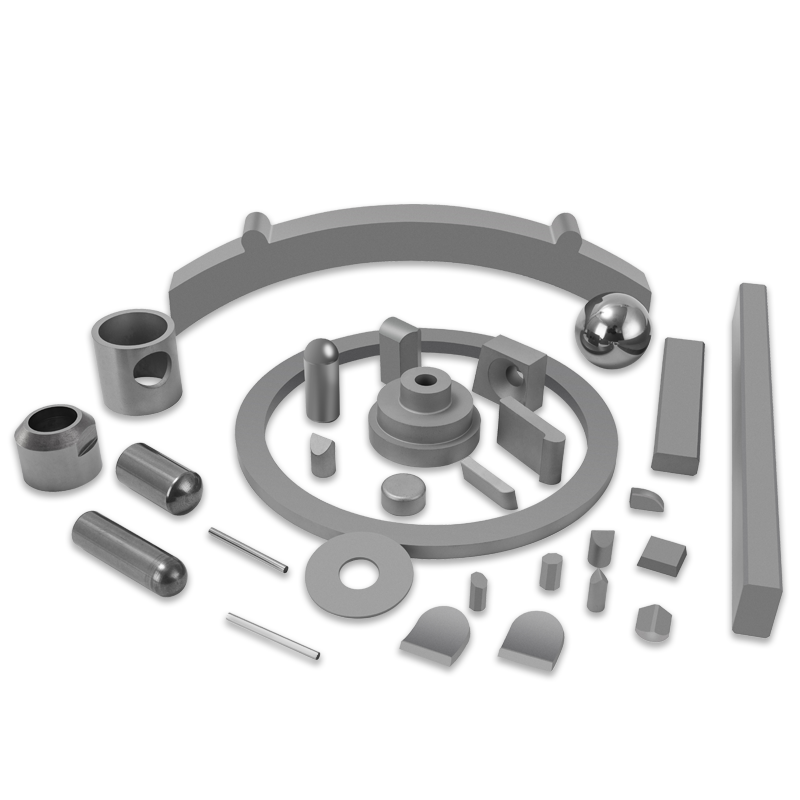
Tungsten-carbid borespidser og skær bruges på tværs af en lang række industrier, hver med specifikke krav, der påvirker værktøjsdesign og materialevalg.
- Overflademinedrift og stenbrud: Knapbits med stor diameter og DTH-bits bruges til boring af sprænghuller i åbne brudsoperationer. Borediametre varierer typisk fra 89 mm til 311 mm, og værktøjslevetiden måles i meter pr. bor, direkte forbundet med sprængningsomkostninger pr. ton.
- Underjordisk minedrift i hård rock: Knapbits og krydsbits med mindre diameter bruges til drifting, stopning og produktionsboring. Underjordiske forhold tilføjer kompleksitet - begrænset adgang, begrænset ventilation og behovet for hurtige bitskift øger værdien af længerevarende hårdmetalværktøjer.
- Civilbyggeri og tunnelering: Hårdmetalbor bruges til montering af stenbolte, forspaltet boring og udforskning af kerneboring foran tunnelflader. Værktøjets pålidelighed er især vigtig i disse applikationer, hvor uventet nedetid på udstyr påvirker projektplaner og arbejdersikkerhed.
- Vandbrønd og geotermisk boring: DTH hammerbor med hårdmetalskær er meget brugt til vandbrøndboring gennem hårde klippeformationer. Disse applikationer kræver høj måleroutput pr. bit og pålidelig ydeevne i forskellige formationer uden hyppige bitskift.
- Olie- og gasefterforskning: Tricone bits med wolframcarbid skær borer gennem hårde og slibende formationer i olie- og gasbrønde. I disse applikationer er bitomkostninger en mindre faktor sammenlignet med rigtidsomkostningerne pr. dag, hvilket gør hårdmetalskærkvaliteten og borets holdbarhed altafgørende.
Hvad skal du kigge efter, når du køber tungstencarbid stenboreværktøj
Det globale marked for hårdmetalboreværktøj spænder fra premium europæiske og nordamerikanske producenter til en bred vifte af asiatiske leverandører. Prisforskelle er betydelige, men pris pr. boret meter - ikke købspris - er den korrekte metrik til at vurdere værktøjsværdi.
Når du vurderer leverandører, skal du bede om certificerede specifikationer af hårdmetalkvalitet, herunder kornstørrelse, koboltindhold, hårdhed (HRA eller HV) og tværgående brudstyrke (TRS). Velrenommerede producenter giver disse værdier og kan anbefale specifikke karakterer til din formation. Anmod om felttestdata eller referencer fra operationer under lignende geologiske forhold. En bit, der koster 20 % mere, men som borer 50 % flere meter pr. bit, leverer klar værdi - men du har brug for dataene for at bekræfte denne påstand, før du forpligter dig til en leverandør.
Overvej også eftersalgssupport: tilgængelighed af genslibningstjenester eller udstyr, leveringstider for udskiftning af værktøj og teknisk support til fejlfinding af fejltilstande. Operationer på fjerntliggende steder drager især fordel af leverandører med regional lagerbeholdning og hurtig logistik, da nedetid ved boring på værktøj kan koste langt mere end nogen besparelse på bitpris.
Vores produkter //
Relaterede produkter


Hvis du er interesseret i vores produkter, bedes du kontakte os
