
DA
Tungsten Carbide skær til tunnelboremaskiner: hvad de er, og hvorfor de betyder noget
Industri nyheder-Rollen af Tungsten Carbide skær i tunnelboring
Wolframcarbidskær til tunnelboremaskiner er de primære skæreelementer, der er ansvarlige for frakturering, skrabning og adskillelse af sten- og jordformationer ved tunnelens overflade. Hver meter tunnelfremføring under hårde eller blandede jordforhold afhænger af disse skærs evne til at bevare deres skæregeometri, modstå slid og absorbere de enorme stød- og trykkræfter, der genereres, når et roterende skærehoved går i indgreb med sten i dybden. Uden korrekt specificerede og vedligeholdte hårdmetalskær falder gennemtrængningshastighederne kraftigt, skæreforbruget stiger, og økonomien i hele tunnelprojektet forringes hurtigt.
Skærene i sig selv er kompakte komponenter - typisk fra et par millimeter til flere centimeter i deres kritiske dimensioner - men de er konstrueret til et usædvanligt højt niveau af præcision. Wolframkarbidkvaliteten, bindemiddelindholdet, kornstørrelsen, skærgeometrien og lodde- eller trykmonteringssystemet er alle variabler, som skærproducenten optimerer til den specifikke skæreapplikation. En hårdmetalskærspecifikation, der fungerer godt i kalksten, vil slides for tidligt eller brække i granit eller kvartsit og omvendt. At forstå, hvorfor dette er tilfældet - og hvordan man træffer det rigtige specifikationsvalg - er den praktiske viden, der adskiller effektive indkøb af TBM-værktøjer fra dyre trial-and-error i feltet.
Hvad Tungsten Carbide er, og hvorfor det bruges i TBM skæreværktøjer
Wolframcarbid (WC) er en kemisk forbindelse af wolfram og kulstof, der i sin rene sintrede form er et af de hårdeste tekniske materialer, der findes - kun næst efter diamant og kubisk bornitrid blandt kommercielt praktiske skæreværktøjsmaterialer. I de hårdmetalprodukter, der anvendes til TBM-skær, bindes wolframkarbidkorn sammen med et metallisk bindemiddel - næsten universelt kobolt (Co), selvom nikkel og nikkel-chrom bindemidler anvendes i specifikke korrosionsbestandige kvaliteter - gennem en pulvermetallurgisk proces, der involverer presning og væskefasesintring ved temperaturer over 300°C1.
Resultatet er et kompositmateriale, hvor hårde WC-korn giver ekstrem hårdhed og slidstyrke, mens koboltbindermatrixen giver sejhed og modstandsdygtighed over for brud under stød. Den kritiske indsigt er, at hårdhed og sejhed eksisterer i spænding i cementeret hårdmetal - at øge det ene kommer generelt på bekostning af det andet. Kvaliteter med lavt koboltindhold og fin kornstørrelse er hårdere og mere slidstærke, men mere skøre; kvaliteter med højere koboltindhold og grovere kornstørrelse er sejere og mere slagfaste, men slides hurtigere under slibende forhold. At vælge den rigtige kvalitet til et TBM-karbidskær betyder at finde den optimale position på denne hårdhed-sejhed-afvejning for den specifikke stentype, formationens slibeevne og skæremekanisme.
Specifikt til TBM-applikationer overgår hårdmetal alle praktiske alternativer. Stålspidser mangler hårdheden til at modstå slibende stenslid ved acceptable gennemtrængningshastigheder. Keramik tilbyder konkurrencedygtig hårdhed, men utilstrækkelig brudsejhed til at overleve stødbelastningen ved tunnelens overflade. Værktøjer med diamantspidser bruges i specifikke applikationer af høj værdi, men er upraktiske for mængden af skæreelementer, der kræves på tværs af et fuldt TBM skærehoved. Cementeret hårdmetals kombination af hårdhed, sejhed, termisk stabilitet og fremstillingsevne i industriel skala gør det til standardløsningen til hårde sten og blandet slebet TBM-skær på tværs af den globale tunnelindustri.
Typer af TBM-karbidskær og deres funktioner
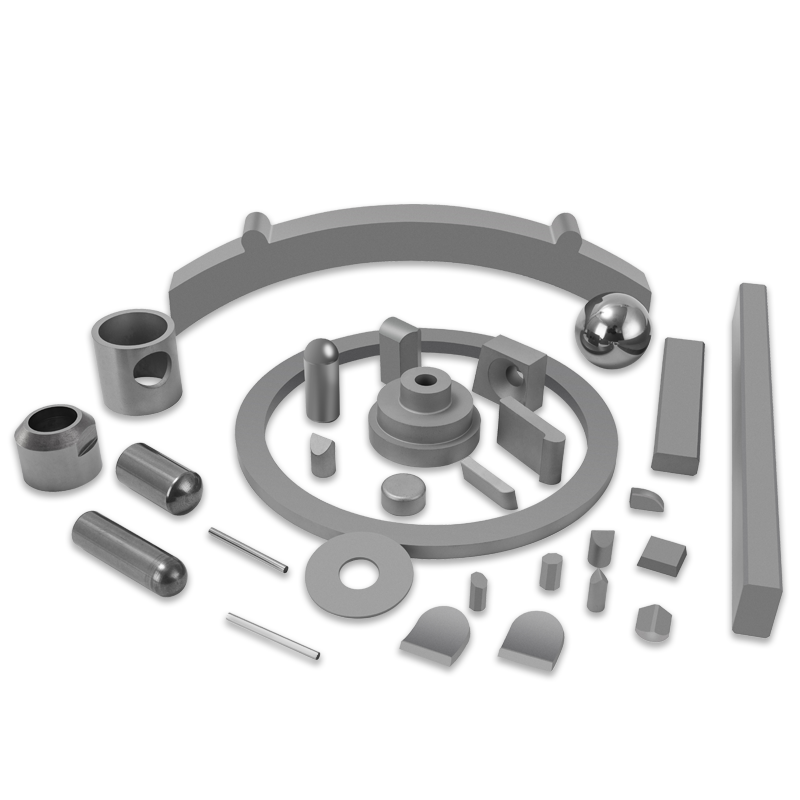
Ikke alle hårdmetalskær på et TBM-skærehoved udfører den samme funktion. Skærhovedet er en kompleks samling af forskellige værktøjstyper, som hver er placeret til at udføre en specifik opgave i stenbrydnings- og materialefjernelsesprocessen. At forstå skellene mellem disse skærtyper er grundlæggende for at specificere den rigtige hårdmetalkvalitet og -geometri for hver position.
Diskskærerindsatser
Skiveskærere er de primære skæreværktøjer på hårde sten-TBM'er. En skiveskærer består af en stålring - skiven - monteret på en navsamling, der tillader den at rotere frit, når skærehovedet drejer. Skivekanten er i kontakt med klippefladen og genererer trækbrud gennem en rullende fordybningsmekanisme i stedet for direkte skæring. Tungsten carbid skær i skiveskærerapplikationer er typisk indlejret i skivens ringkant eller bruges som kontaktkantmateriale i komposit skivedesign. Disse indsatser skal modstå høje trykspændinger ved klippekontaktpunktet, udmattelsesbelastning fra gentagne stødcyklusser og slibende slid fra hårde mineraler - især kvarts - i bjergarten. Kvaliteter med medium koboltindhold (8-12% Co) og fin-til-middel kornstørrelse er almindeligvis specificeret til skiveskærer i hårde klippeapplikationer.
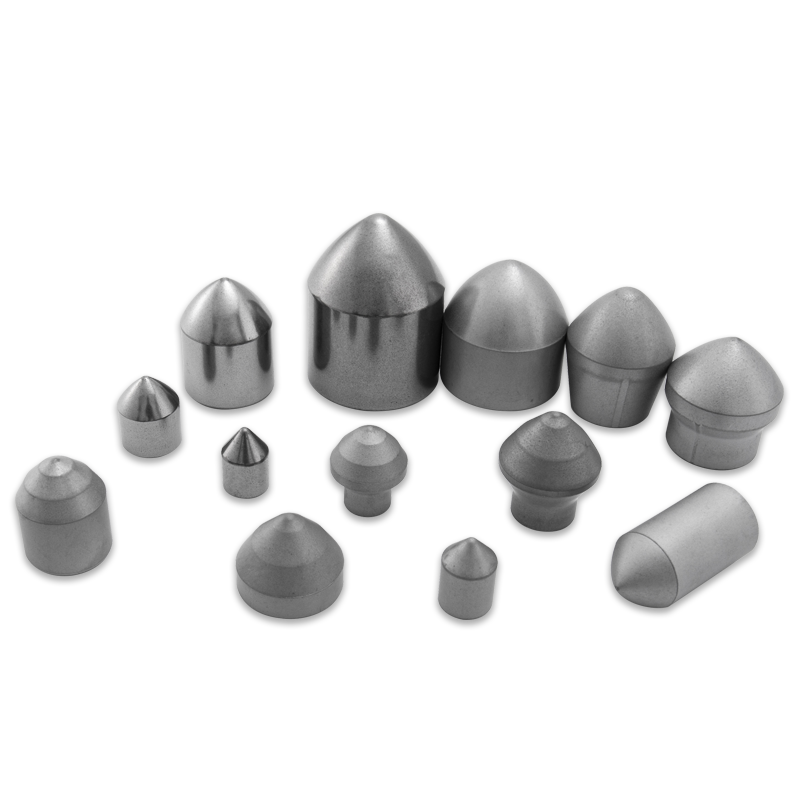
Knap- og tapindsatser til trækværktøjer
I blød til mellemhård jord og blandede overflader bruger TBM'er trækværktøjer - hakke, skrabere og måleskærere - forsynet med wolframcarbid-knap- eller tapindsatser, der engagerer formationen i en skrabe- eller skærehandling. Knapindsatser er halvkugleformede karbidformer eller ballistisk profil, der er presset ind i stålværktøjets krop; Knogleindsatser er cylindriske skafter med en hærdet spids, også pressemonteret eller loddet ind i forberedte sæder. Disse skær oplever lavere trykbelastninger end skiveskærer, men udsættes for højere sideværts forskydningskræfter og mere varierende påvirkning fra blandede klippe-jord-kontakter. Kvaliteter med højere koboltindhold (12-16% Co) og grovere kornstørrelse giver den nødvendige sejhed til at modstå brud under disse belastningsforhold, på bekostning af en vis slidstyrke i forhold til hårdere lav-kobolt kvaliteter.
Måle- og måleskærerindsatser
Målefræsere er placeret ved den ydre omkreds af TBM-skærehovedet og skærer tunnelprofilen til den ønskede diameter. De oplever en kombination af de højeste skærehastigheder - fordi de rejser den største periferiske afstand pr. rotation - og betydelig stødbelastning fra profiluregelmæssigheder og blandede jordforhold ved tunnelgrænsen. Gauge-skær er underlagt nogle af de mest alvorlige slidforhold på skærehovedet, hvorfor de ofte er specificeret i hårdere kvaliteter eller med større skærdimensioner, der giver mere hårdmetalvolumen til at modstå slid, før skæret skal udskiftes.
Skovlhjul og egerspidsindsatser
På EPB (Earth Pressure Balance) og slam-TBM'er, der arbejder i blødt underlag eller blandede overfladeforhold, er skærehovedegerne og skovlhjulsåbningerne forsynet med slidelementer med hårdmetalspidser, der beskytter stålkonstruktionen mod slid, når løsnet materiale øses ind i maskinen. Disse slidbeskyttelsesindsatser er generelt specificeret i højsejhedsgrader, der modstår stød fra klippefragmenter og hårde indeslutninger i møgstrømmen, og prioriterer strukturel integritet frem for skærkantens skarphed.
Udvælgelse af hårdmetalkvalitet efter klippetype og slibeevne
De geologiske forhold ved tunnelfladen er den primære drivkraft for udvælgelsen af hårdmetalskærskvalitet. Bergslibeevne - kvantificeret gennem standardiserede tests såsom Cerchar Abrasivity Index (CAI) og LCPC abrasimeter-testen - forudsiger direkte den hastighed, hvormed hårdmetalskær vil slides, og sandsynligheden for katastrofalt brud under stødbelastning. Tilpasning af skærkvalitet til stenslibeevne er den vigtigste enkeltbeslutning i TBM-karbidskærspecifikationerne.
| Klippetype | Typisk CAI rækkevidde | Anbefalet Co-indhold | Kornstørrelse | Primær slidmekanisme |
| Kalksten / Marmor | 0,1-0,5 | 10-14 % | Medium | Lav slid; påvirkning fra brudplaner |
| Sandsten | 0,5-2,5 | 8-12 % | Fin til medium | Moderat slid fra kvartskorn |
| Granit | 2,0-4,5 | 6-10 % | Fint | Høj slid; træthedsbrud |
| Kvartsit | 3,5-6,0 | 6-9 % | Ultrafin til fin | Alvorlig slid; mikrospåner |
| Basalt / Dolerit | 1,5-3,5 | 8-12 % | Fin til medium | Slid og stød fra hårde indeslutninger |
| Blandet ansigt / Glacial till | Variabel | 12-16 % | Middel til groft | Slagbrud fra brosten; variabel slid |
CAI-tærsklen på ca. 2,0 er et praktisk beslutningspunkt ved valg af hårdmetalkvalitet. Under denne værdi giver højere koboltindhold kvaliteter med medium kornstørrelse en god balance mellem sejhed og slidstyrke. Over CAI 2.0 bliver den slibende slidhastighed for højere koboltkvaliteter uøkonomisk, og specifikationen bør skifte mod lavere koboltindhold, finere kornkvaliteter, der opretholder hårdhed på bekostning af en vis sejhed. I formationer over CAI 4.0 - ekstrem kvartsit og nogle slibende konglomerater - slides selv førsteklasses finkornede lavkoboltkvaliteter hurtigt, og udskiftningsfrekvensen for skær bliver en projektplanlægningsfaktor snarere end en undgåelig omkostning.
Skærgeometri og dens effekt på skæreydelse
Geometrien af en TBM-skær af wolframcarbid - dens profilform, spidsvinkel og dimensionelle proportioner - bestemmer, hvordan den går i indgreb med klippefladen, hvordan den fordeler spænding i karbidlegemet, og hvordan dens ydeevne udvikler sig, efterhånden som skæret slides. Geometrioptimering er lige så vigtig som valg af kvalitet for at maksimere skærets levetid og skæreeffektivitet.
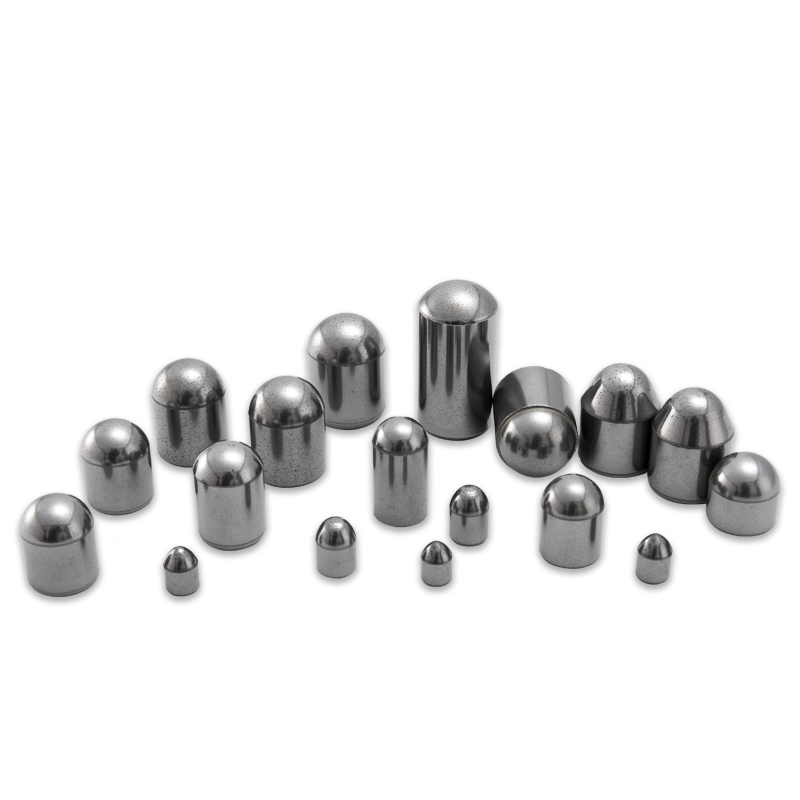
Halvkugleformede knapindsatser
Den halvkugleformede profil er den mest almindelige geometri for trækværktøjsknapindsatser i blød til mellemhård jord. Den afrundede spids fordeler kontaktspændingen jævnt over et stort overfladeareal, hvilket reducerer spidsbelastningskoncentrationer, der ville forårsage brud i en skarpere profil. Efterhånden som halvkuglen slides, udvikler dens geometri sig gradvist - en delvist slidt halvkugle er stadig en funktionel skæreprofil, hvilket betyder, at indsatsen fortsætter med at yde en betydelig del af dens volumen, før udskiftning er nødvendig. Den væsentligste begrænsning af det halvkugleformede profil i hårdt bjerg er, at det kræver højere indtrængningskræfter for at opnå samme indskæringsdybde sammenlignet med skarpere profiler, hvilket reducerer skæreeffektiviteten i formationer, hvor indtrængningskraften er den begrænsende faktor.
Ballistiske og koniske profiler
Ballistiske indsatser har en ogiv spidsprofil - afrundet i spidsen, men går over til en mere cylindrisk krop i en stejlere vinkel end en halvkugle. Denne geometri koncentrerer kontaktspændingen mere effektivt end en halvkugle, hvilket forbedrer indtrængning i hårdere sten ved den samme påførte kraft, men den er mere modtagelig for brud, hvis den påvirkes sideværts eller bruges i formationer med hårde indeslutninger. Koniske skær med en defineret spidsvinkel udvider indtrængningseffektiviteten yderligere, men er de mest brududsatte af standardprofilerne. Koniske og ballistiske TBM-karbidskær er typisk specificeret til formationer, hvor skæreeffektivitet er prioriteret, og stødbelastningen er forudsigelig og håndterbar.
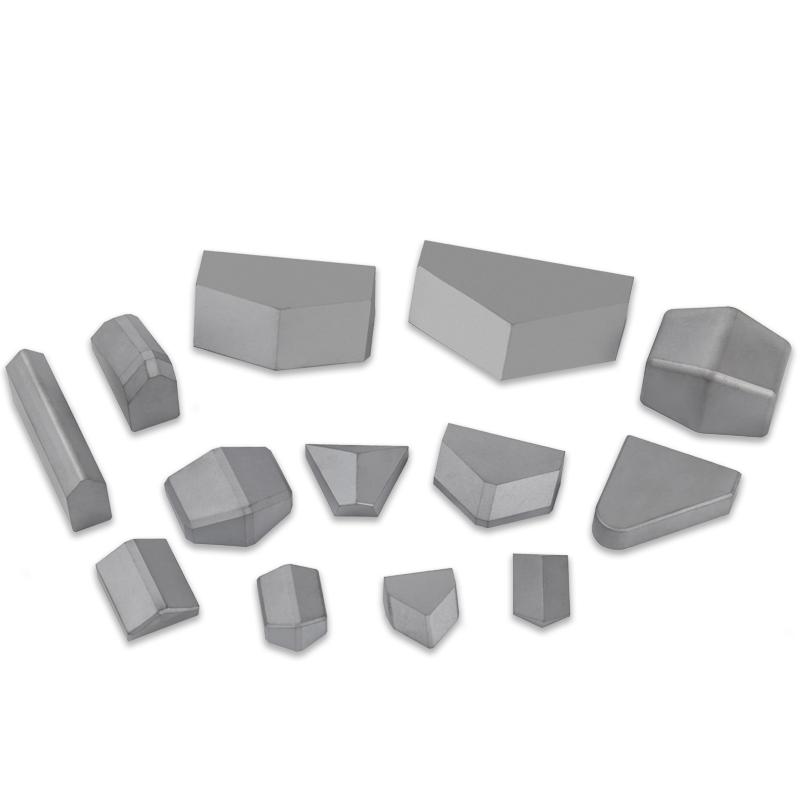
Mejsel- og kileprofiler
Mejselprofilskær giver en lineær skærekant snarere end en punktkontakt til klippefladen. Denne geometri er effektiv til klipning og afskrabning af bløde til mellemstore formationer og bruges almindeligvis i positioner for sporskærer og profilskærer, hvor der er behov for en defineret snitgeometri. Mejselkanten slides hurtigt til en flad under slibende forhold, og skifter skæremekanismen fra klipning til pløjning - en væsentlig ydelsesændring, der øger den nødvendige skærekraft og genererer mere varme ved skærfladen. Overvågning af mejselindsatsslid og udskiftning ved eller før den flade slidtærskel er derfor mere tidskritisk end med knapindsatsgeometrier.

Bæremekanismer og hvordan man genkender dem
Identifikation af den specifikke slidmekanisme, der påvirker TBM-hårdmetalskær i marken, er udgangspunktet for at diagnosticere, om den aktuelle skærspecifikation er passende for jordforholdene, og om indgreb - gradændring, geometriændring, driftsparameterjustering - sandsynligvis vil forbedre ydeevnen. De vigtigste slidtilstande er forskellige i udseende og har forskellige grundlæggende årsager.
- Slibende slid (fladt slid): Progressiv fjernelse af hårdmetalmateriale fra skærspidsens overflade ved hjælp af hårde mineralske korn i klippen, hvilket giver en glat flad eller facetteret slidt overflade. Dette er den forventede slidtilstand i slibende formationer og indikerer, at skæret forbruger hårdmetalvolumen med en hastighed, der bestemmes af klippens slibeevne og hårdheden af hårdmetalkvaliteten. Hvis flad slidhastighed er højere end forventet, skal du overveje at skifte til en lavere kobolt, finere kornkvalitet - men sørg for, at sejheden forbliver tilstrækkelig til de tilstedeværende stødforhold.
- Afhugning og mikrofraktur: Småskala frakturering af hårdmetalspidsen, synlig som uregelmæssige kantbrud eller hullet overfladetekstur. Afhugning indikerer typisk, at den nuværende kvalitet er for hård og skør til de tilstedeværende anslagsforhold - hårdmetalet brydes, før bindemidlet kan deformere og absorbere stødenergien. Denne slidtilstand er almindelig, når en lav-koboltkvalitet specificeret til slibende forhold støder på uventede hårde indeslutninger eller brudzoner. Løsningen er normalt at øge koboltindholdet eller kornstørrelsen for at forbedre sejheden.
- Groft fraktur: Katastrofal brud på indsatslegemet, tab af en betydelig del af eller hele indsatsen over monteringsskaftet. Denne fejltilstand indikerer alvorlig overbelastning - typisk fra stød med uventet hårde kampesten, pludselige ændringer i formationsstyrke eller forkert montering af skær, der skaber spændingskoncentrationer ved skærets base. Groft brud ødelægger skæret med det samme og kan beskadige værktøjskroppen, hvilket gør det til en kostbar fejltilstand, der skal undgås.
- Termisk revnedannelse: Et netværk af overfladerevner, der udstråler fra indsatsspidsen, nogle gange kaldet "varmekontrol". Dette opstår, når friktionsvarme ved skærefladen forårsager hurtig termisk cyklus, der overstiger hårdmetalets termiske udmattelsesmodstand. Termisk revnedannelse er mere almindelig under tørre skæreforhold - hvilket indikerer utilstrækkelig kølevandsforsyning til værktøjsfladen - eller når gennemtrængningshastigheden er meget høj, genererer vedvarende friktionsvarme. Forbedring af kølevandsforsyningen og gennemgang af skæreparametre er de primære reaktioner på termisk revnedannelse.
- Udvaskning af koboltbindemiddel: I surt grundvand eller kemisk aggressive porevæsker kan koboltbindemidlet i karbidmatrixen selektivt opløses, hvilket efterlader et svækket karbidskelet, der er meget modtageligt for brud. Denne fejltilstand kan identificeres ved en porøs, grå overfladetekstur på indsatsen og bekræftes ved kemisk analyse af grundvandet. Nikkel- eller nikkel-chrom-bundne carbidkvaliteter giver væsentlig bedre korrosionsbestandighed under sure forhold og bør specificeres, når bindemiddeludvaskning er en kendt eller mistænkt risiko.
Installation, inspektion og udskiftningspraksis
Ydeevnen af wolframcarbid-skær i drift er væsentligt påvirket af installationskvaliteten, hyppigheden og strengheden af inspektionen under tunneling og de kriterier, der bruges til at udløse udskiftning. Dårlig praksis på ethvert af disse områder reducerer skærets levetid og øger værktøjsomkostningerne pr. meter, uanset hvor godt hårdmetalkvaliteten er specificeret.
Installationskrav
Press-fit knapindsatser skal monteres med den korrekte pasform mellem indsatsskaftet og det forberedte sæde i værktøjskroppen. For lidt interferens gør det muligt for skæret at rotere eller løsne sig under skærekræfter, hvilket accelererer slid og i sidste ende fører til skærtab; for meget interferens genererer trækspænding i karbidskaftet ved installation, hvilket kan initiere revner, der forplanter sig til brud under drift. Producenterne specificerer den påkrævede interferenspasning for hver indsatsdiameter og kropsmaterialekombination - disse specifikationer skal følges nøjagtigt, med sædedimensioner verificeret ved målermåling før installation. Loddede skær kræver korrekt loddelegeringsvalg, fluxpåføring og loddefugetykkelseskontrol for at opnå den bindingsstyrke, der er nødvendig for at modstå skærekræfter uden at revne hårdmetalet ved siden af loddegrænsefladen.
In-service inspektionsprotokoller
TBM-klippehovedets inspektionsintervaller varierer med jordforhold og projektkrav, men forekommer typisk for hver 300-600 meters fremrykning i mellemhård jord og hyppigere i stærkt abrasive formationer. Under hver inspektion skal hver indsatsposition undersøges visuelt for de ovenfor beskrevne slidtilstande, og skærets sliddybde skal måles ved repræsentative positioner ved hjælp af en dybdemåler. Indsæt slidkort - registrering af slid på hver position på klippehovedet over successive inspektionsintervaller - tillader identifikation af positioner med unormalt høje slidhastigheder, der kan indikere lokaliserede formationsændringer, problemer med levering af kølevand eller ubalance i klippehovedets rotation, der kræver undersøgelse.
Udskiftningskriterier
Skær bør udskiftes, før de slides til det punkt, hvor stålværktøjskroppen begynder at komme i kontakt med klippefladen - på det tidspunkt slides værktøjskroppen hurtigt, og omkostningerne ved udskiftning af værktøjskrop overstiger langt besparelsen ved at maksimere skærets driftstid. Typiske udskiftningskriterier for knapindsatser specificerer en maksimal flad sliddiameter på 60–70 % af den originale indsatsdiameter, ud over hvilken slidhastigheden accelererer ikke-lineært, og risikoen for groft brud stiger markant. For skiveskærere overvåges ringslid ved at måle reduktionen i ringdiameter fra den originale specifikation, med udskiftning typisk udløst ved en slidgrænse på 5-10 mm diameterreduktion afhængigt af ringdesignet.
Nøglefaktorer ved indkøb af TBM-karbidskær
Indkøb af hårdmetalskær til tunnelboremaskiner involverer tekniske, kommercielle og logistiske overvejelser, der er specifikke for det underjordiske byggemiljø. Konsekvenserne af at specificere det forkerte produkt eller løbe tør for lager midt-drevet er alvorlige nok til at gøre indkøbsbeslutningen væsentligt mere konsekvensfuld end for de fleste indkøb af industrielle forbrugsvarer.
- Anmod om materialecertificeringer og karakterdatablade. Enhver velrenommeret leverandør af hårdmetalskær bør levere materialetestcertifikater, der bekræfter hårdhed (HRA eller HV30), tværgående brudstyrke, tæthed og koboltindhold for hver produktionsbatch. Bekræft, at den leverede kvalitet matcher specifikationen, og at batch-til-batch-konsistensen bibeholdes - kvalitetvariation mellem batches er et kendt kvalitetsproblem hos nogle producenter, der opererer i råvareenden af markedet.
- Bekræft dimensionelle tolerancer i forhold til dit værktøjs kropsspecifikationer. Indsatsskaftets diametertolerancer til prespasningsapplikationer er typisk specificeret i området ±0,01–0,02 mm. Anmod om dimensionelle inspektionsrapporter, der bekræfter, at de medfølgende indsatser opfylder det specificerede tolerancebånd — indsatser uden for tolerance kan ikke detekteres visuelt og vil forårsage installationsproblemer eller for tidlig fejl i driften.
- Oprethold tilstrækkeligt sikkerhedslager i projektets varighed. TBM-drev i slibende jord forbruger skær hurtigt - forbrugsrater på flere hundrede skær om ugen er ikke usædvanlige i stærkt slibende granit- eller kvartsitdrev. Etabler en forbrugsprognose baseret på den forventede formationsslibeevne, planlagte gennemtrængningshastigheder og skærehoveddesign og størrelse sikkerhedslager til at dække mindst fire til seks ugers forventet forbrug på projektstedet. Forsyningskædeforstyrrelser under et aktivt TBM-drev har en direkte og øjeblikkelig indvirkning på projektplanen.
- Overvej de samlede ejeromkostninger frem for enhedsprisen. Et hårdmetalskær, der koster 20 % mere, men holder 50 % længere i en given formation, reducerer værktøjsomkostningerne pr. meter fremrykning med ca. 25 %, samtidig med at arbejdsomkostningerne ved inspektion og udskiftningsindgreb reduceres. Evaluering af indstiksleverandører på ydelsesdata fra pris pr. meter fra sammenlignelige projekter frem for enhedspris alene giver konsekvent bedre projektresultater og er den tilgang, der anvendes af erfarne TBM-leverandører globalt.
- Engager leverandørens tekniske support til nye eller udfordrende formationer. Når projektets geologi omfatter formationer uden for standardkategorierne for hård klippe eller blød jord - stærkt opbrudt bjergart, kemisk aggressivt grundvand, ekstrem slibeevne eller blandet overflade med store kampesten - arbejd sammen med skærleverandørens tekniske team for at udvikle og validere skærspecifikationen, før drevet begynder. Omkostningerne ved en teknisk gennemgang før projektet er ubetydelige sammenlignet med omkostningerne ved at opdage en utilstrækkelig specifikation gennem for tidlig indsætningsfejl under et live-drev.
Vores produkter //
Relaterede produkter


Hvis du er interesseret i vores produkter, bedes du kontakte os
