
DA
Tungsten Carbide vejfræseværktøjer: hvad de er, hvordan de fungerer, og hvordan du får mest muligt ud af dem
Industri nyheder-Hvad er tungstencarbid vejfræseværktøjer, og hvorfor de betyder noget
Wolframcarbid vejfræsere - også almindeligvis kaldet hårdmetalfræsehakke, vejhøvlbits, koldfræse tænder eller fortovsfræsere - er de individuelle skæreelementer, der er monteret på den roterende tromle af en koldfræser. Når en vejfræser kører hen over en asfalt- eller betonbelægningsflade, er det disse små, men ekstraordinært hårde hårdmetalspidsede værktøjer, der udfører selve arbejdet med at bryde, skære og fjerne belægningsmaterialet. Hvert værktøj er en præcist konstrueret komponent, der består af et stållegeme, en hærdet stålholder eller bloksamling og en tungstencarbidspids, der er loddet eller presset til den skærende ende. Wolframcarbidspidsen er værktøjets forretningsende - den kommer i direkte kontakt med fortovet og skal modstå de kombinerede belastninger af slag, slid, kompression og varme, der genereres under fræsning ved tromlens rotationshastigheder, der kan overstige 100 omdrejninger i minuttet.
Grunden til, at wolframcarbid er det foretrukne materiale til vejfræserspidser, er dets ekstraordinære kombination af hårdhed og slidstyrke. Med en hårdhedsgrad på cirka 9,5 på Mohs-skalaen - kun næst efter diamant - og en trykstyrke, der langt overstiger højhastighedsstål eller andre værktøjsmaterialer, bevarer wolframcarbid sin skæregeometri langt længere end alternative materialer, når det udsættes for de ekstreme slibende forhold ved fortovsfræsning. Dette udmønter sig direkte i lavere værktøjsudskiftningsfrekvens, reduceret maskinstilstand, bedre skærekvalitetskonsistens i hele værktøjets levetid og i sidste ende lavere samlede omkostninger pr. kvadratmeter fræset overflade. I vejrenovering og belægningsvedligeholdelsesoperationer, hvor værktøjsforbrug er en af de væsentligste variable driftsomkostninger, har kvaliteten og specifikationen af wolframkarbidfræseværktøjer en målbar indvirkning på projektets rentabilitet.
Anatomien af en wolframcarbid fræsning
At forstå strukturen af et hårdmetal vejfræserværktøj hjælper med at forklare, hvorfor forskellige designs fungerer forskelligt under forskellige belægningsforhold, og hvorfor det er så vigtigt at matche værktøjsspecifikationerne til anvendelsen for at opnå optimal ydeevne og værktøjslevetid.
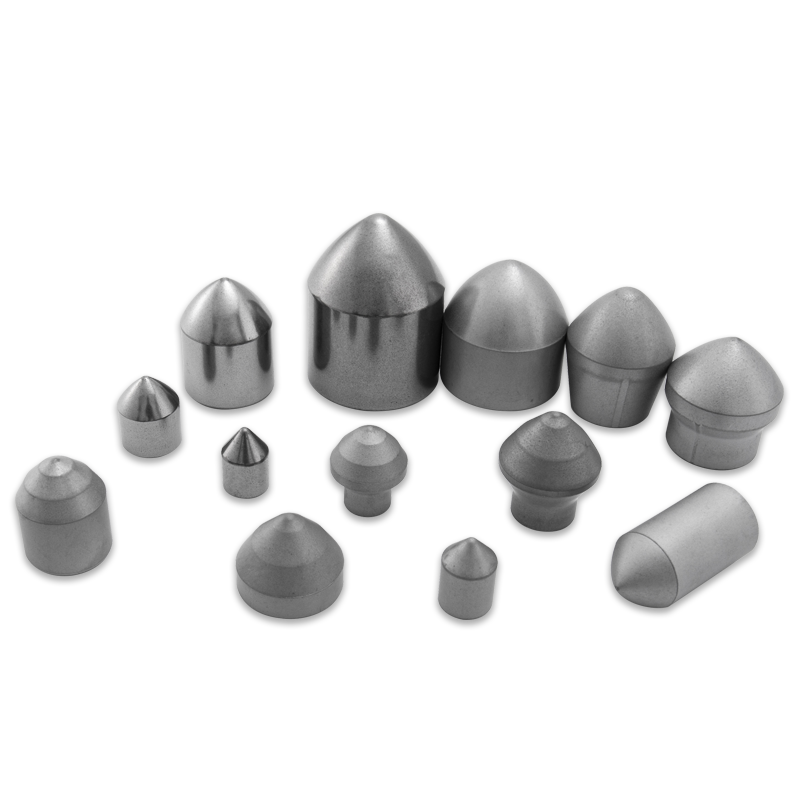
Tungsten Carbide Tip
Hårdmetalspidsen er den mest teknisk kritiske komponent i et vejfræserværktøj. Det er fremstillet af cementeret wolframcarbid - et kompositmateriale fremstillet ved sintring af wolframcarbidpulver med et metallisk bindemiddel, oftest kobolt, ved meget høje temperaturer og tryk. Egenskaberne af den færdige carbidspids bestemmes af kornstørrelsen af wolframcarbidpulveret, indholdet af koboltbindemiddel og sintringsbetingelserne. Finkornede carbidkvaliteter med lavere koboltindhold (6-8 %) leverer maksimal hårdhed og slidstyrke, hvilket gør dem velegnede til applikationer med høj slidstyrke, såsom fræsning af hårdt tilslag eller betonbelægninger. Grovere kornkvaliteter med højere koboltindhold (10-12 %) ofrer en vis hårdhed for forbedret sejhed og slagfasthed, hvilket gør dem mere egnede til fræseapplikationer, der involverer slagbelastning, såsom arbejde i stærkt revnede eller uregelmæssige belægninger, hvor værktøjet udsættes for periodiske kraftige stød. Spidsens geometri - dens keglevinkel, spidsradius og overordnede form - påvirker, hvor effektivt den trænger ind i fortovet, og hvordan skærekræfterne fordeles gennem værktøjskroppen under fræsning.
Værktøjets krop og skaft
Stålværktøjslegemet overfører skærekræfterne fra hårdmetalspidsen til værktøjsholderen og tromlesamlingen. Det er typisk fremstillet af mellemkulstoflegeret stål, der er varmebehandlet for at give en omhyggeligt afbalanceret kombination af overfladehårdhed - for at modstå slibende slid fra belægningsmateriale, der flyder forbi kroppen under skæring - og kernens sejhed til at absorbere stødbelastninger uden at gå i stykker. Skaftdiameteren er en standardiseret dimension, der skal passe til boringen i værktøjsholderen, hvori den sættes ind. Den mest almindelige skaftdiameter til vejfræserværktøj er 22 mm, selvom 25 mm og 30 mm skafter bruges på kraftige maskiner og specifikke tromlekonfigurationer. En slidbeskyttende hårdtvendt ring påføres ofte rundt om bunden af hårdmetalspidsen på førsteklasses værktøjsdesign for at beskytte stållegemet i højslidzonen umiddelbart bag spidsen, hvilket forlænger kroppens levetid og reducerer frekvensen, hvormed hele værktøjet skal udskiftes, selv når hårdmetalspidsen stadig er funktionsdygtig.
Værktøjsholderen og bloksystemet
Vejfræseværktøjer svejses ikke direkte til tromlen. De indsættes i værktøjsholdere - også kaldet blokholdere eller basisblokke - der er svejset til tromlens overflade i et bestemt mønster. Værktøjsholderen har to kritiske funktioner: Den giver den præcise vinkelpositionering af værktøjet i forhold til tromlens overflade, der bestemmer skæregeometri og materialeflow, og den tillader hurtig værktøjsudskiftning i marken uden behov for at svejse eller bearbejde selve tromlen. Værktøj-til-holder-grænsefladen bruger et fjederfastholdelsessystem - typisk en låsering eller fjederklemme omkring værktøjsskaftet - der holder værktøjet sikkert under drift, mens det tillader det at blive slået ud med en drivstempel og udskiftet på få sekunder, når det er slidt. Selve holderkroppen er en sliddel, som også skal overvåges og udskiftes med jævne mellemrum, da overdreven slid på holderen forårsager værktøjsforskydning, der fremskynder beskadigelse af hårdmetalspidser og reducerer fræsekvaliteten.
Hvordan hårdmetal fræseværktøj er arrangeret på tromlen, og hvorfor det betyder noget
Mønsteret, hvori vejfræseværktøj af wolframcarbid er monteret på tromlen - deres afstand, vinkelorientering og rækkekonfiguration - er lige så vigtig som værktøjerne selv til at bestemme fræseydelsen. Tromlekonfigurationen er konstrueret til at balancere flere konkurrerende krav: skæreeffektivitet, overfladeteksturkvalitet, materialeflow gennem tromlehuset, vibrationsegenskaber og fordelingen af skærebelastningen på tværs af individuelle værktøjer.
Værktøjer er arrangeret i spiralformede rækker rundt om tromlens omkreds, hvor spiralvinklen og værktøj-til-værktøj-afstanden i hver række bestemmer det snitmønster, der er tilbage i den fræsede overflade. En finere værktøjsafstand - flere værktøjer pr. enhed af tromlebredde - giver en glattere fræset overfladetekstur med mindre kamme mellem individuelle værktøjssnit, hvilket er vigtigt, når den fræsede overflade skal bruges som en midlertidig løbeflade før ombelægning, eller når overfladens regelmæssighed er kritisk for efterfølgende belægningslags vedhæftning. Større værktøjsafstand giver en grovere tekstur, der genererer mere aggressiv materialefjernelse pr. værktøj og reducerer den kraft, der kræves pr. arealenhed, hvilket kan være fordelagtigt ved dybe fræseoperationer, hvor produktivitet prioriteres over overfladefinishkvalitet.
Vinkelorienteringen af hver værktøjsholder på tromlen - både den radiale vinkel (hvor langt fremad værktøjet hælder i rotationsretningen) og den laterale vinkel (værktøjsaksens sideværts hældning i forhold til tromlens akse) - styrer, hvordan hårdmetalspidsen går i indgreb med belægningen, hvordan skærekræfterne fordeles, og hvordan det fræsede materiale ledes ind i det fræsede system. Præcision i tromlekonfigurationsteknik er en af de vigtigste forskelle mellem højtydende fræsemaskiner fra førende producenter og alternativer af lavere kvalitet, der kan opnå acceptable materialefjernelseshastigheder, men som producerer ringere overfladetekstur, højere værktøjsslidhastigheder og større maskinvibrationer.
Typer af tungstencarbid vejfræseværktøjer og deres specifikke anvendelser
Markedet for vejfræsere tilbyder flere forskellige værktøjstyper, der er optimeret til forskellige belægningsmaterialer, fræsedybder, maskinstørrelser og ydeevneprioriteter. At vælge den korrekte værktøjstype til den specifikke applikation er en af de mest virkningsfulde beslutninger i styring af omkostninger til fræseværktøj og produktivitet.
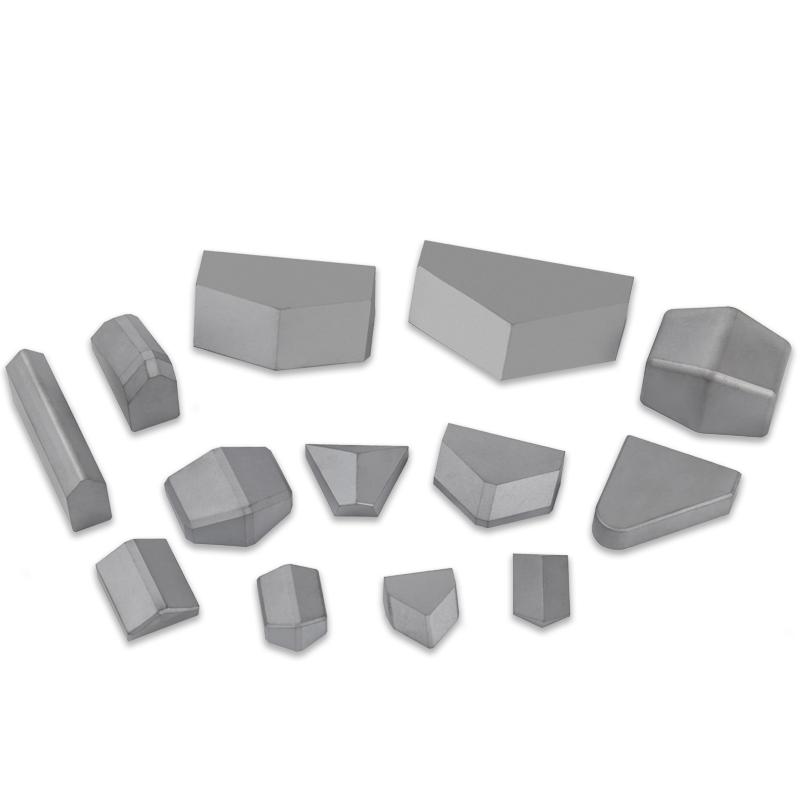
| Værktøjstype | Karbidspidsgeometri | Bedste applikation | Nøglefordel |
| Standard konisk pick | Spids kegle, medium spidsradius | Generel asfaltfræsning, fjernelse af overfladelag | Alsidig, omkostningseffektiv, bredt tilgængelig |
| Ballistisk tip pick | Afrundet ballistisk profil, større spidsradius | Hård tilslagsasfalt, slibende belægningsmaterialer | Overlegen slidstyrke under meget slibende forhold |
| Flat-face eller mejsel pick | Fladt eller let buet ansigt | Finfræsning, overfladeprofilering, buldrebåndskæring | Producerer glattere overfladetekstur, præcis dybdekontrol |
| Betonfræsning pick | Ekstra tyk spids, forstærket krop | Fjernelse af portlandcementbetonbelægning | Høj slagfasthed for betonens sprøde brudadfærd |
| Økonomi / standardkarakter | Standard geometri, lavere hårdmetal kvalitet | Lavslidende asfalt, kort projektvarighed | Lavere forudgående omkostninger, hvor værktøjets levetid ikke er den primære drivkraft |
| Premium / forlænget levetid | Optimeret geometri, højkvalitets hårdmetal, forstærket krop | Højproduktionsfræsning, slibende eller variabel belægning | Maksimal værktøjslevetid, laveste pris pr. kvadratmeter over hele projektet |
Faktorer, der bestemmer, hvor længe hårdmetalfræsebits holder i marken
Værktøjslevetid er den metrik, der mest direkte bestemmer driftsøkonomien for et vejfræseprojekt. Antallet af kvadratmeter belægning, der kan fræses pr. sæt værktøj, varierer enormt - fra nogle få tusinde kvadratmeter under de mest krævende forhold til titusindvis af kvadratmeter under gunstige forhold - og forståelsen af de variabler, der driver denne variation, hjælper operatører og projektledere med at træffe bedre beslutninger om værktøjsvalg, maskinindstillinger og betjeningspraksis.

Belægningsmateriale hårdhed og tilslagstype
Den mest indflydelsesrige faktor i hårdmetalfræseværktøjets levetid er hårdheden og slibeevnen af det belægningsmateriale, der skæres. Asfaltbelægninger, der indeholder hårde, magmatiske tilslag såsom kvartsit, granit eller basalt, er væsentligt mere slibende end dem, der bruger blødere kalksten eller sandsten tilslag, og værktøjsslid kan være to til fire gange højere under de samme fræseforhold. Armeret beton er det mest krævende materiale - kombinationen af hårdt tilslag, cementpasta og stålarmering skaber ekstrem slitage og slagbelastning, der begrænser værktøjets levetid til en lille brøkdel af, hvad der er opnåeligt i asfalt. Forståelse af den samlede geologi af den belægning, der fræses, før arbejdet starter, er et vigtigt input til realistisk prognose for værktøjsforbrug.
Fræsedybde og maskindriftsparametre
Dybere fræsesnit øger belastningen pr. værktøj, varmen, der genereres ved skæregrænsefladen, og mængden af materiale, som hvert værktøj skal behandle pr. tidsenhed, hvilket alle fremskynder sliddet. Betjening af fræsemaskinen ved fremadgående hastigheder, der er højere end passende for fræsedybden og belægningshårdheden, øger spånbelastningen på hvert værktøj og kan forårsage hårdmetalspidsbrud snarere end gradvist slibende slid - en meget mere destruktiv fejltilstand. Tromlens rotationshastighed har også betydning: At køre tromlen hurtigere end nødvendigt for materialet øger stødfrekvensen uden at forbedre produktiviteten og hæver spidstemperaturen, hvilket reducerer hårdmetalets hårdhed og accelererer slid. Optimering af kombinationen af fremadgående hastighed, fræsedybde og tromlens rotationshastighed for det specifikke belægningsmateriale er en af de mest effektive håndtag til at forlænge værktøjets levetid uden at gå på kompromis med produktionshastigheden.
Vandsprøjtesystem ydeevne
Vejfræsere er udstyret med et vandsprøjtesystem, der leder vand ind på tromlen og værktøjer under drift. Dette system tjener to kritiske funktioner: afkøling af hårdmetalspidserne for at forhindre varmerelateret hårdhedstab og termisk revnedannelse og undertrykkelse af støvskyen, der genereres af fræseprocessen. Et korrekt fungerende vandsprøjtesystem med tilstrækkelig flowhastighed og korrekt dysepositionering rettet mod hver værktøjsrække kan forlænge hårdmetalværktøjets levetid med 20-40 % sammenlignet med drift uden vand eller med et dårligt vedligeholdt sprøjtesystem. Blokkede eller forkert justerede sprøjtedyser er en almindelig og let overset årsag til for tidligt slid på værktøjet, og kontrol af sprøjtesystemet ved starten af hvert skift bør være en standarddel af maskinens opsætning.
Værktøjsrotation og slidovervågning
Wolframcarbid fræsehakke er designet til at rotere frit inden i deres holdere under drift og fordele slid jævnt rundt om omkredsen af hårdmetalspidsen. Et værktøj, der ikke kan rotere - fordi dets holderboring er slidt, forurenet med snavs, eller værktøjsskaftet er korroderet - slides asymmetrisk og udvikler en flad plet på den ene side af spidsen, der dramatisk reducerer skæreeffektiviteten og levetiden. Regelmæssig inspektion af værktøjsrotation under drift, smøring af værktøjsskafter under udskiftning og udskiftning af slidte holdere, før de forårsager begrænsning af værktøjsrotation, er væsentlige fremgangsmåder for at maksimere investeringsafkastet i førsteklasses hårdmetalværktøjskvaliteter.
Sådan inspiceres, udskiftes og administreres wolframcarbidfræseværktøj på jobbet
Effektiv værktøjsstyring i marken kræver en systematisk tilgang til inspektion, udskiftningsplanlægning og registrering, der rækker ud over blot at udskifte værktøjer, når de synligt fejler. Et proaktivt værktøjsstyringsprogram reducerer uplanlagt nedetid, forbedrer overfladekvalitetens konsistens og sænker de samlede værktøjsomkostninger pr. projekt ved at fange slidmønstre tidligt og adressere deres grundlæggende årsager, før de eskalerer.
- Etabler et regelmæssigt inspektionsinterval: Inspicer den fulde tromle med et defineret interval - typisk hver 2.-4. times fræsedrift afhængigt af forholdene - i stedet for at vente på, at synlige problemer opstår. Værktøjsslid i de tidlige stadier er meget nemmere og billigere at håndtere end katastrofale værktøjsfejl, der beskadiger holdere og tromlekomponenter. Brug en lommelygte og et spejl til at inspicere undersiden af tromlen, mens den er stationær med maskinen sikkert lukket ned og låst ude.
- Udskift værktøjer i grupper i stedet for individuelt: Når flere værktøjer i en række eller sektion viser betydeligt slid, skal du udskifte hele gruppen i stedet for kun de mest slidte individuelle værktøjer. Værktøjssæt med blandet slid skaber ujævn belastningsfordeling over tromlen, overbelaster de nyere værktøjer ved siden af stærkt slidte og fremskynder deres slid igen. Udskiftning af værktøjer i systematiske grupper opretholder en ensartet slidprofil på tværs af tromlen.
- Efterse holderne hver gang et værktøj udskiftes: Mål holderens diameter med en måler, eller kontroller for synligt ovalt slid, revner eller varmemisfarvning, når et værktøj fjernes. En holderboring, der har slidt overstørrelse - typisk mere end 0,5 mm over den nominelle boringsdiameter - vil ikke fastholde det nye værktøjsskaft korrekt, hvilket forhindrer værktøjsrotation og forårsager for tidligt slid på udskiftningsværktøjet. Udskift slidte holdere med det samme i stedet for at genbruge dem.
- Registrer værktøjsforbrug efter tromleposition: Sporing af, hvilke positioner på tromlen, der bruger værktøjer hurtigst, afslører systematiske slidmønstre, der indikerer specifikke driftsproblemer - utilstrækkelig vandspraydækning på visse rækker, holderforskydning i en tromlesektion eller belægningsforhold, der er særligt aggressive i specifikke områder af snittet. Disse data er uvurderlige til at diagnosticere og korrigere slidproblemer, der skyldes hovedårsager, i stedet for blot at udskifte værktøjer reaktivt.
- Brug det korrekte værktøj til udtagning og installation: Brug af improviserede eller forkerte drivstanser og installationsværktøjer til at fjerne og sæde fræsehakke beskadiger værktøjsskafter, holderboringer og fastholdelsesfjederklemmer, hvilket forårsager tilpasningsproblemer, der påvirker både værktøjsfastholdelsessikkerhed og rotationsydelse. Brug altid producentspecificeret udsugnings- og installationsværktøj, og oplær alt feltpersonale i den korrekte procedure, før de lader dem udføre tromlevedligeholdelse.
- Opbevar reserveværktøj og holdere korrekt: Wolframcarbid er skørt og kan sprække eller revne, hvis værktøj smides løst ned i en metalopbevaringsspand, hvor de støder sammen under transport. Opbevar reserveværktøj i opdelte bakker eller holdere i rørform, der forhindrer kontakt mellem individuelle hårdmetalspidser. Hold opbevaringen tør for at forhindre skaftkorrosion, der hæmmer rotationen og gør fremtidig værktøjsudtrækning vanskelig.
OEM vs. eftermarked hårdmetal fræseværktøj: Sådan evalueres den reelle omkostningsforskel
En af de hyppigste købsbeslutninger, vejfræsere står overfor, er, om de skal bruge originaludstyrsproducenten (OEM) wolframkarbidfræseværktøj eller eftermarkedsalternativer fra tredjepartsleverandører. Prisforskellen mellem OEM og eftermarkedet hårdmetal vejfræsere kan være betydelig - eftermarkedsværktøjer er ofte 30-60 % billigere pr. enhed end OEM-ækvivalenter - men den relevante sammenligning er ikke enhedsprisen, men prisen pr. kvadratmeter fræset belægning, som afhænger af værktøjslevetid, fejlrate og eventuelle nedstrømsomkostninger fra holderskader eller problemer med overfladekvalitet.
Premium OEM hårdmetal fræseværktøjer fra producenter som Wirtgen, Kennametal, Element Six og Betek er designet og testet specifikt til tromlekonfigurationer og driftsbetingelser for de maskiner, de leveres med. De bruger præcist specificerede hårdmetalkvaliteter, optimerede spidsgeometrier og kontrolleret varmebehandling af værktøjskroppen, som er valideret til at levere definerede værktøjslevetidsmål under specificerede forhold. Tolerancerne for hårdmetalkvalitet og spidsgeometri i premium OEM-værktøjer holdes til strammere specifikationer end mange billige eftermarkedsalternativer, og denne konsistens afspejles i mere forudsigelig værktøjslevetid og lavere fejlprocenter under service.
Velrenommerede leverandører af hårdmetalfræseværktøj, som investerer i metallurgisk kvalitetskontrol, bruger tilsvarende hårdmetalkvaliteter og fremstiller til dimensionelle tolerancer, der er kompatible med målholdersystemerne, kan tilbyde ægte værdi. Risikoen ligger i eftermarkedsværktøjer af lavere kvalitet, der bruger ringere hårdmetalkvaliteter med grovere kornstruktur og inkonsekvent koboltindhold, dårligt kontrolleret lodning af spidsen til kroppen, hvilket fører til for tidligt spidstab, eller dimensionstolerancer, der resulterer i dårlig pasform i holderen og begrænset værktøjsrotation. Evaluering af eftermarkedsværktøjer kræver at køre kontrollerede feltforsøg, der sammenligner de samlede omkostninger pr. kvadratmeter - der tager højde for værktøjsforbrug, holderslid og eventuelle kvalitetsproblemer - i stedet for blot at sammenligne indkøbsprisen pr. værktøj. Et værktøj, der koster 40 % mindre, men som slides dobbelt så hurtigt, giver ingen omkostningsbesparelser og kan give ekstra omkostninger gennem øget holderslid og nedetid på tromlen.
Matchende hårdmetalværktøjsspecifikation til almindelige vejfræsningsapplikationer
Forskellige vejfræseapplikationer stiller fundamentalt forskellige krav til wolframcarbidfræseværktøjer, og brug af et universalværktøj på tværs af alle applikationer er sjældent den mest omkostningseffektive tilgang. At tilpasse værktøjsspecifikation til applikationstype er en ligetil måde at forbedre værktøjsøkonomien på uden at ændre indkøbsvolumen eller forhandle bedre priser.
- Fjernelse af overfladelag (0–40 mm dybde) på byveje: Dette er den største applikation for vejfræsere og involverer relativt lav skæring af standardasfalt ved moderate maskinhastigheder. Standard konisk hårdmetal picks i en medium-grade hårdmetal er det passende valg. Prioriteten er ensartet værktøjslevetid og overfladekvalitet frem for ekstrem slidstyrke, og standardkvaliteter giver typisk det bedste resultat pr. kvadratmeter under disse forudsigelige forhold.
- Dyb fræsning og genvinding i fuld dybde (40–300 mm): Dybe fræseoperationer udsætter værktøjer for væsentligt højere belastninger og temperaturer end overfladefræsning, og de større fræsede materialestykker, der genereres i dybden, skaber større slagbelastning på individuelle værktøjer. Førsteklasses hårdmetalhakke med forstærkede kroppe og højere koboltindhold for forbedret slagfasthed er det bedre valg her, selvom enhedsomkostningerne er højere, fordi den forbedrede sejhed under kraftig slagbelastning forhindrer spidsbrud, der gør standardværktøjer uøkonomiske i dybe fræseapplikationer.
- Motorvejs- og flyvepladsfræsning med hårdt tilslag: Højtrafikerede motorvejsfortove bruger ofte kvartsit- eller granittilslag, der skaber ekstrem slid på hårdmetalværktøjsspidser. Ballistisk spids-carbid-hakke med finkornede, lav-kobolt-karbidkvaliteter, der er specielt formuleret til maksimal slidstyrke under høje slidforhold, vil konsekvent udkonkurrere standard picks i disse applikationer og levere betydeligt flere kvadratmeter pr. værktøj på trods af højere enhedsomkostninger.
- Betonbelægningsfræsning og opskæring: Portland cementbetonfræsning er den mest krævende applikation til vejfræseværktøj af hårdmetal. Den ekstreme hårdhed af betontilslag, kombineret med betonens sprøde brudadfærd, der skaber store uregelmæssige materialeklumper og høje stødbelastninger på værktøjer, kræver dedikerede betonfræsehakke med ekstra tykke hårdmetalspidser, armerede stållegemer og hårdmetalkvaliteter optimeret til sejhed over ren hårdhed. Brug af asfaltfræsehakker i beton er en falsk økonomi - fejlprocenten og værktøjsforbruget vil langt overstige omkostningsforskellen mellem universal- og betonspecifikt værktøj.
Vores produkter //
Relaterede produkter


Hvis du er interesseret i vores produkter, bedes du kontakte os
